Руководство по эксплуатации к запорным клапанам
Настоящее руководство рекомендовано для обслуживающего запорные клапаны персонала, с целью ознакомления с устройством, техническими характеристиками, правилам монтажа и условиям хранения. Только после ознакомления с представленными инструкциями сотрудник может быть допущен непосредственно к работе с устройствами.
1 ОПИСАНИЕ И РАБОТА
1.1 Назначение изделия.
1.1.1 Клапан предназначен для установки на трубопроводах в качестве запорного устройства.
1.1.2 Условия эксплуатации клапанов тип атмосферы II; по климатическому исполнению; для изделий из углеродистой стали «У3.1», для всех остальных «УХЛ2» ГОСТ 15150.
По особому заказу клапаны могут поставляться по климатическому исполнению «УХЛ1» и «УХЛ4» ГОСТ 15150.
Категория обеспечения качества QA4, класс безопасности 4.
Исполнение сейсмостойкости 9 баллов по шкале MSK. 64
1.2 Технические характеристики.
1.2.1 Основные технические данные и характеристики клапана должны соответствовать, указанным в таблице 1.
Коэффициент гидравлического сопротивления С, указывается в паспорте на изделие.
1.2.2 Клапан герметичен по отношению к внешней среде
1.2.3 Нормы герметичности в затворе по классу А ГОСТ 9544-2015. Пробное вещество «воздух», «вода»
1.2.4 Уплотнение в затворе:
- металл-фторопласт ( для t до 200 °С);
- металл-металл ( для t до 425 °С).
1.2.5 Направление подачи рабочей среды — под золотник.
1.2.6 Установочное положение клапана на трубопроводе — любое.
1.2.7 Управление клапаном — ручное, с помощью рукоятки или маховика
1.2.8 Присоединение клапана к трубопроводу- см. паспорт.
Для фланцевого присоединения в соответствии с требованием заказчика присоединительные размеры и размеры уплотнительных поверхностей по ГОСТ 33259-201 исполнения В. F, D. М ряд 1. Ответные фланцы по ГОСТ 33259-2015 исполнения В, Е, С, L ряд 1
1.2.9 Рабочая среда — см. паспорт.
1.2.10 Клапаны должны быть работоспособны при наличии в рабочей среде твердых частиц с размером до 70 мкм. Допустимое содержание массовой доли не более 4%. При наличии в среде твердых частиц размерами более 70 мкм или содержание их массовой доли более 4%, в системе перед клапаном должен быть установлен фильтр.
Детали подвижных соединений клапана должны перемещаться без рывков и заеданий
1.2.11 Клапан относится к классу ремонтируемых, восстанавливаемых изделий:
- срок службы — 10 лет;
- ресурс — 5000 циклов;
- срок хранения — 3 года;
- наработка на отказ — 2000 циклов для уплотнения в затворе металл-металл;
- 3000 циклов для уплотнения в затворе металл-фторопласт.
При поставке на АЭС: назначенный срок службы корпусных деталей 30 лет.
1.2.11.1 Потенциально возможные отказы:
а) потеря герметичности клапана по отношению к внешней среде по корпусным деталям и сварным соединениям:
- разрушение, с выбросом рабочей среды в атмосферу — критический;
- потение, капельная течь, газовая течь — не критический;
б) потеря герметичности клапана по отношению к внешней среде по неподвижным (прокладочным) соединениям:
- разрушение неподвижного (прокладочного) соединения — критический;
- потеря герметичности, устранимая подтяжкой — не критический;
в) потеря герметичности клапана по отношению к внешней среде по подвижным соединениям (сальник):
- разрушение сальника с выбросом рабочей среды в атмосферу — критический;
- потеря герметичности, устранимая подтяжкой — не критический;
г) потеря герметичности в затворе сверх допустимых пределов, указанных в п. 1.2.3 — не критический.
д) невыполнение функции «открытие-закрытие» (увеличение крутящего момента управления клапаном сверх допустимого) — не критический;
1.2.11.2 Предельные состояния (критерии):
а) начальная стадия нарушения целостности корпусных деталей, потение, капельная, газовая течь;
б) изменение геометрических форм, состояния трущихся поверхностей свыше допустимых вследствие механического или коррозионного износа, препятствующее нормальному функционированию клапана;
в) потеря герметичности по неподвижному (прокладочному) соединению, неустранимая дополнительной подтяжкой.
1.3 Состав изделия.
1.3.1 Клапан (рисунок 1, 2)
- корпуса 1, через который при открытом затворе проходит рабочая среда;
- затвора, обеспечивающего герметичное перекрытие проходного сечения клапана и состоящего из золотника 2 , соединенного со шпинделем 4, при помощи штифтов 13 или при помощи втулки 15;
- узла сальника, обеспечивающего герметичность по шпинделю 4, относительно внешней среды, состоящего из колец 11 и 12;
- крышки 5 и втулки 7, гайки 6;
- прокладки 3;
- маховика 8;
- гайки 9 и шайбы 10.
Рисунок 1
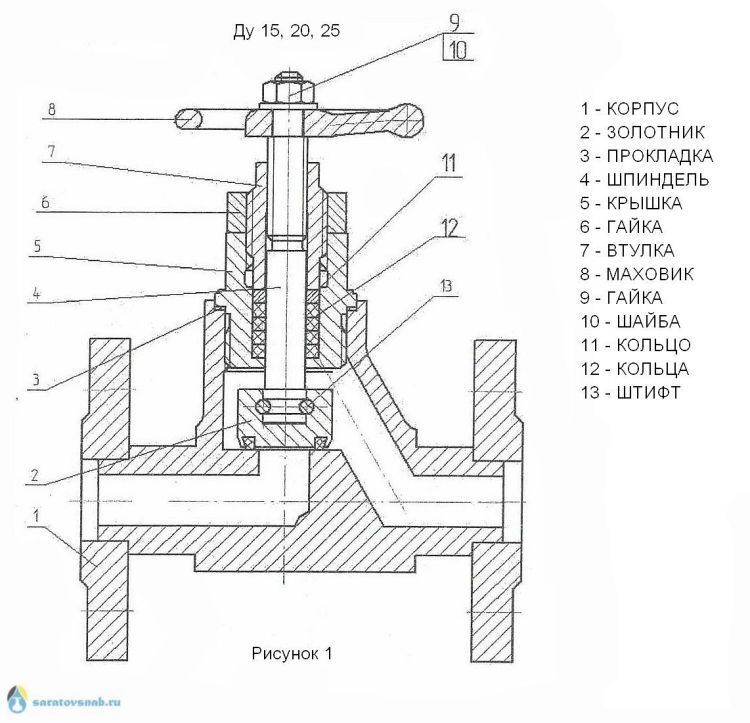
Рисунок 2

1.4 Устройство и работа клапана
1.4.1 Принцип действия клапана
Открытие (закрытие) клапана осуществляется вращением маховика или рукоятки клапана. Вращение передается шпинделю . который совершает поступательное движение, поднимает (опускает) золотник , при этом открывая (закрывая) проходное сечение в седле корпуса.
1.5 Маркировка
1.5.1 На лицевой стороне корпуса клапана нанесена маркировка.
где PN- условное давление среды, кгс/см2; стрелка — направление потока среды; условный проход (номинальный размер), материал корпуса изделия товарный знак завода изготовителя.
1.5.3 На магистральном фланце клапана нанесены:- обозначение клапана; заводской номер, дата выпуска.
ВНИМАНИЕ! При поставке на хлорсодержащие среды на лицевой стороне фланца корпуса горлозины или на цилиндрической поверхности горловины корпуса нанести маркировку » С1 «
1.5.4 В соответствии с требованиями технических регламентов Таможенного союза на каждый клапан необходимо наносить единый знак обращения продукции на рынке государств — членов Таможенного союза любым способом, обеспечивающим четкое и ясное изображение в течении всего срока службы клапана.
1.5.5 При поставке на АС дополнительно на лицевой стороне над основной маркировкой нанести маркировку «АС». Маркировку выполняется клеймением или на фирменной табличке.
1.5.6 Проходные отверстия патрубков корпуса закрыты заглушками в соответствии с указаниями чертежа.
1.6 Упаковка и консервация
1.6.1 Вариант временной противокоррозионной защиты для исполнений клапанов из коррозионной стали ВЗ-0 ГОСТ 9.014-78 ; для исполнений клапанов из углеродистой стали ВЗ-1 ГОСТ 9.014-78. Вариант внутренней упаковки ВУ-1 ГОСТ 9.014-78.
1.6.2 Клапаны упакованы в тару завода-изготовителя или в контейнеры. Клапаны могут транспортироваться без упаковки в тару или в контейнеры при этом установка клапанов на транспортные средства должна исключать возможность ударов друг о друга,
внутренние поверхности должны быть предохранены от загрязнений, а привалочные поверхности от повреждений. Затвор закрыт, золотник в крайнем нижнем положении.
Вариант внутренней упаковки: ВУ-9 по ГОСТ 9.014-78.
2 ИСПОЛЬЗОВАНИЕ ПО НАЗНАЧЕНИЮ
2.1 Эксплуатационные ограничения.
2.1.1 Срок службы клапана и безотказность действия обеспечиваются при соблюдении требований настоящих РЭ.
2.1.2 Гарантийные обязательства завода-изготовителя клапана изложены в разделе 7 настоящих РЭ и в паспорте на клапан.
2.1.3 В процессе эксплуатации необходимо вести учет наработки в циклах. Цикл — перемещение запирающего элемента (золотника) из исходного положения «закрыто» в противоположное и обратно.
2.1.4 При разборке и сборке клапана должны быть приняты меры по обеспечению чистоты рабочего места, независимо от того, снимается клапан с трубопровода или нет.
Возможность загрязнения и попадания посторонних предметов во внутренние полости клапана при разборке и сборке должна быть исключена.
2.1.5 Рабочая среда, проходящая через клапан, должна соответствовать стандарту или техническим условиям на нее.
2.1.6 В процессе эксплуатации затвор клапана должен быть полностью открыт или закрыт. Использовать клапаны в качестве регулирующих устройств не допускается.
2.2 Подготовка клапана к использованию
2.2.1 Транспортирование клапана к месту монтажа должно производиться в упаковке завода-изготовителя; проходные отверстия корпуса должны быть закрыты заглушками.
2.2.2 Снимать заглушки разрешается только непосредственно перед установкой клапана на трубопровод.
2.2.3 Перед вводом в эксплуатацию клапана, подвергнутого консервации для длительного хранения, произвести его расконсервацию.
2.2.4 При установке клапана на трубопровод необходимо, чтобы ответные детали трубопровода были выполнены без перекосов.
ВНИМАНИЕ! Приварку клапанов к трубопроводу (для исп. под приварку) производить при полностью поднятом золотнике.
2.2.5 Для удобства обслуживания должен быть обеспечен доступ к клапану.
2.2.6 Для своевременного выявления и устранения неисправностей клапан подвергается осмот ру и проверке перед монтажом на трубопроводе.
2.2.7 При монтаже запрещается: пользоваться ключами с удлиненными рукоятками и другими приспособлениями, кроме предусмотренных, для данного изделия и класть на арматуру отдельные детали, монтажный инструмент и посторонние предметы.
2.2.8 Перед монтажом клапана в систему проверить:
- состояние упаковки клапана и наличие эксплуатационной документации;
- наличие маркировки;
- наличие заглушек на патрубках;
- отсутствие дефектов, нарушающих товарный вид клапана;
- состояние внутренних полостей клапана, доступных для визуального осмотра.
2.2.9 При монтаже запрещается устранять перекосы трубопроводов за счет натяга (деформации) патрубков клапана.
2.2.10 Перед пуском системы непосредственно после монтажа клапан должен быть открыт и должна быть произведена тщательная промывка сис темы трубопроводов.
2.2.11 Перед сдачей системы заказчику проверить работоспособность клапана без давления рабочей среды в трубопроводе.
2.3 Использование клапана
2.3.1 Клапан должен использоваться строго по назначению в соответствии с указаниями технической документации.
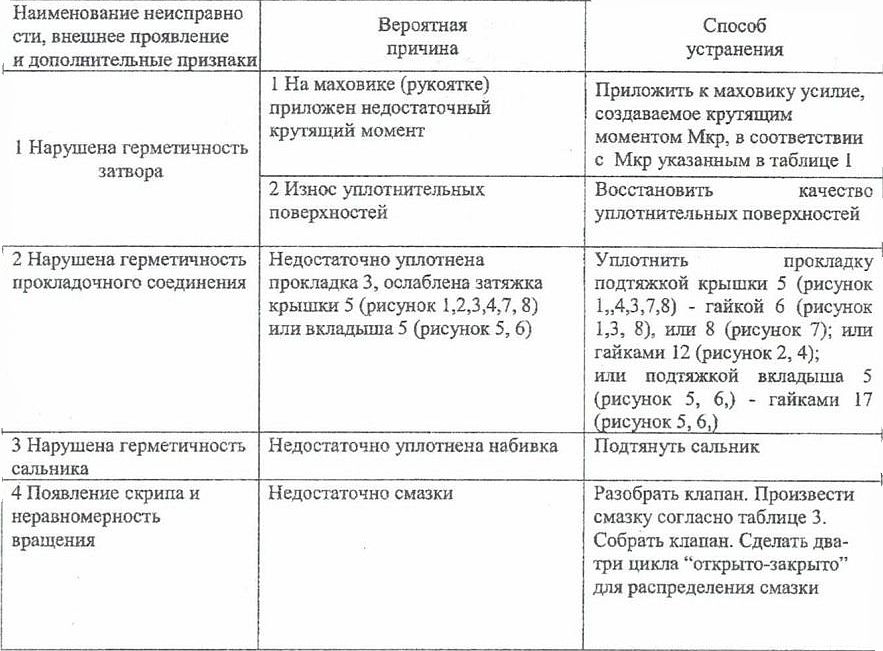
2.3.2 Перечень возможных неисправностей и способы их устранения приведены ниже.
2.4 Меры безопасности
2.4.1 Требования безопасности — по ГОСТ 12.2063-2015, ГОСТ 32569-2013, соответствии с Федеральными нормами и правилами в области промышленной безопасности «Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств» угв. приказом Ростехнадзора от 11.03.2013 №96 с изменением Приказ № 480 от 26.11.2015 Зарегистрировано в Минюсте РФ 18.02.2016 ., регистрационный № 41130;
Федеральными нормами и правилами в области промышленной безопасности «Правила безопасности химически опасных производственных объектов» утв. приказом Ростехнадзора от 21.11.2013 №559;
Федеральными нормами и правилами в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» , утв. Ростехнадзором 14.03.2014 №102;
Федеральныыми нормами и правилами в области промышленной безопасности «Правила безопасности производств хлора и хлорсодержащих сред», утв. приказом Ростехнадзора от 20.11.2013 №554;
Федеральными нормами и правилами в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением» от 25.03.2014 №116;
Техническим регламентом Таможенного союза «О безопасности оборудования, работающего под избыточным давлением» (ТР ТС 032/2013), принят решением Совета Евразийской экономической комиссии от 02.07.2013 №41:
Техническим регламентом Таможенного союза «О безопасности машин и оборудования» (ТР ТС 010/2011), принят решением Комиссии Таможенного союза от 18.10.2011 №823;
Руководством по безопасности. «Рекомендации по устройству и безопасной эксплуатации технологических трубопроводов» от 27.12.2012 №784
2.4.2 При эксплуатации клапанов при температуре на органе ручного управления свыше 40“ С следует пользоваться защитными рукавицами.
Вблизи органа ручного управления должна быть табличка с предупреждающей надписью «Работа без защитных средств для рук не допускается».
2.4.3 Подтяжку сальника допускается производить без снятия давления в трубопроводе.
2.4.4 Эксплуатация клапана должна осуществляться после ознакомления обслуживающего персонала с руководством по эксплуатации и при наличии инструкции по технике безопасности, утвержденной руководителем предприятия, эксплуатирующего клапан.
3 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
3.1 Общие указания
3.1.1 Виды, объемы и периодичность технического обслуживания.
Во время эксплуатации следует производить профилактическое обслуживание клапана в сроки, установленные графиком в зависимости от режима работы системы, но не реже одного раза в 6 месяцев. Осмотры и проверки проводит персонал, обслуживающий системы (агрегат).
3.1.2 При профилактическом обслуживании следует осмотреть и очистить наружные поверхности клапанов от загрязнений, убедиться в отсутствии механических повреждений и сохранении плавности хода открытием и закрытием клапана.
3.2 Меры безопасности
3.2.1 Для обеспечения безопасной работы:
снимать клапан с трубопровода, производить разборку клапана и работы по устранению неисправностей при наличии в клапане рабочей среды — КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ.
3.2.2 Обслуживающий персонал, производящий работы с клапаном, а также консервацию и расконсервацию, должен иметь индивидуальные средства защиты (очки, рукавицы, спецодежду и т.д.) и соблюдать требования безопасности.
4 ТЕКУЩИЙ РЕМОНТ
4.1 Текущий ремонт изделия.
4.1.1 Текущий ремонт изделия производить для устранения неисправностей, приведенных таблице 2.
4.2 Порядок разборки и сборки.
4.2.1 При разборке и сборке клапана обязательно:
- выполнять правила безопасности, изложенные в настоящем РЭ;
- предохранять резьбовые и уплотнительные поверхности от повреждения:
- исключить попадание посторонних предметов и грязи во внутренние полости арматуры трубопровода;
- производить разборку и сборку только штатным инструментом.
4.2.2 Полную разборку клапанов (рисунок 1) производить в следующем порядке:
- открыть клапан;
- отвернуть гайку 9, снять шайбу 10, и маховик (рукоятку) 8;
- вывернуть крышку 5 из корпуса 1, вынуть прокладку 3;
- отвернуть гайку 6, вывернуть втулку 7;
- вынуть шпиндель 4;
- извлечь кольца 11, 12 и крышку 5;
- выбить штифты 13, снять золотник 2;
4.2.3 Полную разборку клапанов (рисунок 2) производить в следующем порядке:
- от крыть клапан;
- отвернуть гайку 9, снять шайбу 10, и маховик 8:
- отвернуть гайку 6;
- отвернуть гайку 12, снять фланец 14;
- извлечь крышку 5, с втулкой 7 , шпинделем 4, кольцами 11 из корпуса I;
- вывернуть втулку 7;
- вынуть шпиндель 4;
- извлечь кольца 11 из крышки 5;
- удалить раскернение и вывернуть втулку 15, снять золотник 2.
Причины неисправности клапанов. Таблица 1
4.2.6 Перед сборкой очистить все детали от загрязнения, нанести смазку на детали и места трения в соответствии с таблицей 2.
Уплотнительные поверхности промыть бензином или уайт-спиритом и насухо протереть.
Смазка. Таблица 2

4.2.7 Полную сборку клапанов (рисунок 1) производите в следующем порядке:
- вложить прокладку 3 в корпус 1;
- вставить шпиндель 4 в золотник 2; вставить штифты 13 и развальцевать их;
- вставить кольца 11,12 в крышку 5; ввернуть втулку 7;
- вставить-взернугь шпиндель 4 в крышку 5 и втулку 7, навернул гайку 6;
- ввернуть крышку 5 в корпус I;
- установить маховик 8, положить шайбу 10 и завернуть гайку 9;
- стопорение гайкой 6 производить после обеспечения герметичности сальника по 4.3.1;
- провести испытания но п. 4.3.
4.2.8 Полную сборку клапанов (рисунок 2) производите в следующем порядке:
- вложить прокладку 3 в корпус 1;
- вставить шпиндель 4 в золотник 2. ввернуть втулку 15 и закернить ее в шлиц в 2-х точках;
- вставить кольца 11 в крышку 5; ввернуть втулку 7;
- вставнть-ввернугь шпиндель 4 в крышку 5 и втулку 7 и установить сборку в корпус 1; -установить фланец 14 на шпильки 13. завернуть тайки 12;
- закрутить гайку 6;
- установить маховик 8, положить шайбу 10 и завернуть тайку 9;
- стопорение гайкой 6 производить после обеспечения герметичности сальника по 4.3.1;
- провести испытания по п. 4.3.
4.3 После сборки клапан подвергнуть испытаниям:
- на герметичность прокладочного соединения и сальникового уплотнения -на герметичность затвора;
- на работоспособность.
4.3.1 Испытание на герметичность прокладочных соединений и сальникового уплотнения для жидких сред, не относящихся к опасным веществам производить подачей воды давлением, для газообразных сред и жидких, относящихся к опасным веществам подачей воздуха давлением 0,6 МПа (кгс/см2) при приемо-сдаточных испьгганиях.
При испытании сальникового уплотнения произвести трехкратный подъем и опускание золотника на весь рабочий ход.
Время выдержки при установившемся давлении — не менее 3 мин.
Контроль при испытаниях водой — визуальный, при испытании воздухом — обмыливаиием мест соединений или погружении в емкость с водой до фланца втулки сальниковой.
Протечки не допускаются.
4.3.2 Испытания на герметичность в затворе для жидких сред, не относящихся к опасным веществам, производить подачей воды под золотник для газообразных сред и жидких сред, относящихся к опасным веществам, подачей воздуха давлением 0.6 МПа (6кгс/см2), затвор закрыт полностью необходимым крутящим моментом.
Время выдержки при установившемся давлении — нс менее 3 мин.
Контроль герметичности при испытаниях производить путем отвода из испытуемой полости резиновой трубки диаметром 6… 10 мм, опущенной в мерный цилиндр при испытании водой или в колбу с водой, при испытании воздухом на глубину не более 10 мм.
Нормы герметичности в затворе — по классу А ГОСТ 9544-2015.
4.3.3 Испытание на работоспособность
Испытание на работоспособность следует производить в статике путем наработки 5 циклов без подачи среды в клапан.
Подвижные части клапанов должны перемещаться плавно, без рывков и заеданий.
Испытания на работоспособность допускается совмещать с испытаниями по 4.3.1 и 4.3.2.
4.3.4 Среды, применяемые при испытаниях, должны соответствовать стандартам или техническим условиям, действующим на предприятии, производящем испытания, или местах эксплуатации
4..3.5 Средства измерения и контроля, стенды и испытательные среда, используемые при испытаниях. должны соответствовать паспортам или другим техническим документам, содержащим основные параметры этого оборудования и иметь поверочное клеймо или свидетельство, удостоверяющее соответствие установленному уровню точности.
Очистку и промывку стендов производить по инструкции завода, производящего испытания.
Манометры, применяемые при испытаниях, должны быть с действующим сроком гюперки. Класс точности манометров не ниже 1,5.
5 ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
5.1 Хранение клапана на местах эксплуатации производить в упаковке предприятия- изготовителя.
Условия транспортирования и хранения 6(ОЖ2) по ГОСТ 15150-69.
5.2 При установке клапана на длительное хранение, необходимо соблюдать следующие требования:
— клапан должен храниться в условиях, гарантирующих от повреждения и загрязнения;
— проходные отверстия должны быть закрыты заглушками;
— периодический осмотр — не реже I раза в 6 месяцев.
5.3 При нарушении условий хранения необходимо провести проверку целостности консервации должна . При нарушении консервации должна быть проведена повторная консервация с составлением акта.
5.4 Дата консервации и упаковки, срок действия консервации и хранения указан в паспорте на изделие.
5.5 Транспортирование клапана может производиться любым видом транспорта с обязательным соблюдением следующих требований:
- клапан должен быть закреплен внутри ящика;
- при погрузке и разгрузке не допускается бросать и кантовать ящики;
- при перевозке ящики должны быть закреплены от перемещений.
5.6 Клапаны могут транспортироваться без упаковки в тару и контейнеры. При этом установка клапанов на транспортные средства должна исключать возможность удара друг о друга, внутренние поверхности должны быть предохранены от загрязнения.
5.7 Транспортная маркировка — по ГОСТ 14192-96. Манипуляционный знак — «Верх».
6 УТИЛИЗАЦИЯ
6.1 Утилизация клапанов в соответствии с правилами, действующими на эксплуатирующем предприятии.
7 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1 Предприятие-изготовитель гарантирует соответствие клапанов требованиям настоящих РЭ при соблюдении потребителем условий эксплуатации, транспортирования и хранения и технического обслуживания.
7.2 Гарантийный срок эксплуатации клапанов — 12 месяцев со дня ввода в эксплуатацию, но не более 18 месяцев со дня отгрузки потребителю.
При поставке на АЭС гарантийный срок эксплуатации — 24 (двадцать четыре) месяца с даты подписания Акта ввода в эксплуатацию энергоблоков.
7.3 Гарантийная наработка — 1800 циклов в пределах гарантийного срока эксплуатации для уплотнения в затворе металл-металл; 2700 циклов в пределах гарантийного срока эксплуатации для уплотнения в затворе металл-фторопласт.
7.4 В случае обнаружения потребителем в течение гарантийною срока (до выработки гарантийной наработки) дефектов Изготовитель безвозмездно ремонтирует или заменяет изделие. Дата поставки определяется по товарной накладной Изготовителя.
7.5 Изготовигель не несет гарантийных обязательств в пределах гарантийного срока (гарантийной наработки) в следующих случаях:
- Эксплуатации изделия на средах, не указанных в паспорте, или изменения параметров применения (температура, давление), без согласования с Изготовителем;
- Повреждения изделия вследствие несоблюдении зребований к транспортированию, хранению, монгажу и эксплуатации;
- Разборки изделия Потребителем без разрешения Изготовителя.